Interim-CIO: Dr. Claus Michael Sattler
Wenn Daten Medikamente entwickeln
Eine vertiefte Fallstudie zur digitalen Transformation in der Pharmabranche
Die pharmazeutische Industrie steht vor einer ihrer größten Herausforderungen seit Jahrzehnten. Während die Welt auf innovative Medikamente wartet, kämpfen Pharmaunternehmen mit steigenden regulatorischen Anforderungen, wachsenden Kosten und einer immer komplexer werdenden Produktion. In diesem Kontext avancieren Daten zum entscheidenden Erfolgsfaktor – sie ermöglichen es, Prozesse zu optimieren, Qualität zu sichern und Innovationen schneller auf den Markt zu bringen.

Einleitung
Warum Daten die Medizin revolutionieren
Daten sind heute das neue Gold – auch und das gerade in der Pharmabranche und im Gesundheitswesen.
Während früher die Entwicklung eines neuen Medikaments vor allem von Laborergebnissen, klinischen Studien und dem Know-how der Forscher abhing, spielen heute digitale Daten eine zentrale Rolle. Sie helfen, Produktionsprozesse zu verstehen, Fehler zu vermeiden und neue Wirkstoffe effizienter zu entwickeln. Doch der Weg von der Datensammlung zur datengesteuerten Produktion ist voller Hindernisse – wie die folgende Fallstudie zeigt.
Das Ausgangsproblem: Datenchaos in einem traditionsreichen Pharmaunternehmen
Vor gut zehn Jahren trat ich als Interim-CDO in ein Pharmaunternehmen ein, das sich auf die Entwicklung und Produktion von Chemotherapeutika und HIV-Medikamenten spezialisiert hatte. Das Unternehmen blickte auf 40 Jahre Erfahrung zurück – ein immenser Schatz an Wissen, der jedoch in Papierakten, unstrukturierten Dateien und isolierten Systemen verborgen lag.
Papierbasierte und unstrukturierte Daten
Die meisten Informationen lagen auf Papier vor. Auch wenn in vielen Bereichen bereits digitale Systeme eingesetzt wurden, fehlte es an einer einheitlichen, strukturierten Datenhaltung. Mitarbeiter erfassten Daten in Tabellen und Textdokumenten, die sie nach Bedarf anpassten – oft ohne Rücksicht auf GMP-Regeln (Good Manufacturing Practice) oder andere regulatorische Vorgaben.
Die Folge: Eine kaum überschaubare Vielfalt an Formaten und Strukturen, die eine zentrale Nutzung der Daten unmöglich machte.
Datenlogger ohne Schnittstellen
In der Produktion kamen zahlreiche Sensoren und Datenlogger zum Einsatz, die Messwerte wie Temperatur, Druck, pH-Wert und andere Parameter erfassten. Doch diese Daten konnten nicht digital exportiert werden. Der Hersteller der Datenlogger verwies auf regulatorische Vorgaben der European Medical Agency (EMA) und der amerikanischen Food and Drug Administration (FDA) und weigerte sich, eine Schnittstelle bereitzustellen.
Die Folge: Die wertvollen Produktionsdaten blieben in den Geräten gefangen und konnten nicht für Analysen genutzt werden.
Massive Datenflut ohne Struktur
Über die Jahre hatte das Unternehmen eine schier unüberschaubare Menge an Datensätzen angesammelt: 1,6 Millionen Excel-, Word- und PDF-Dateien mit unterschiedlichsten Strukturen und Formaten. Jeder Mitarbeiter, jedes Projekt, jede Abteilung hatte eigene Verfahren zur Datenerfassung und -speicherung entwickelt.
Die Folge: Eine zentrale Nutzung dieser Daten war praktisch unmöglich.
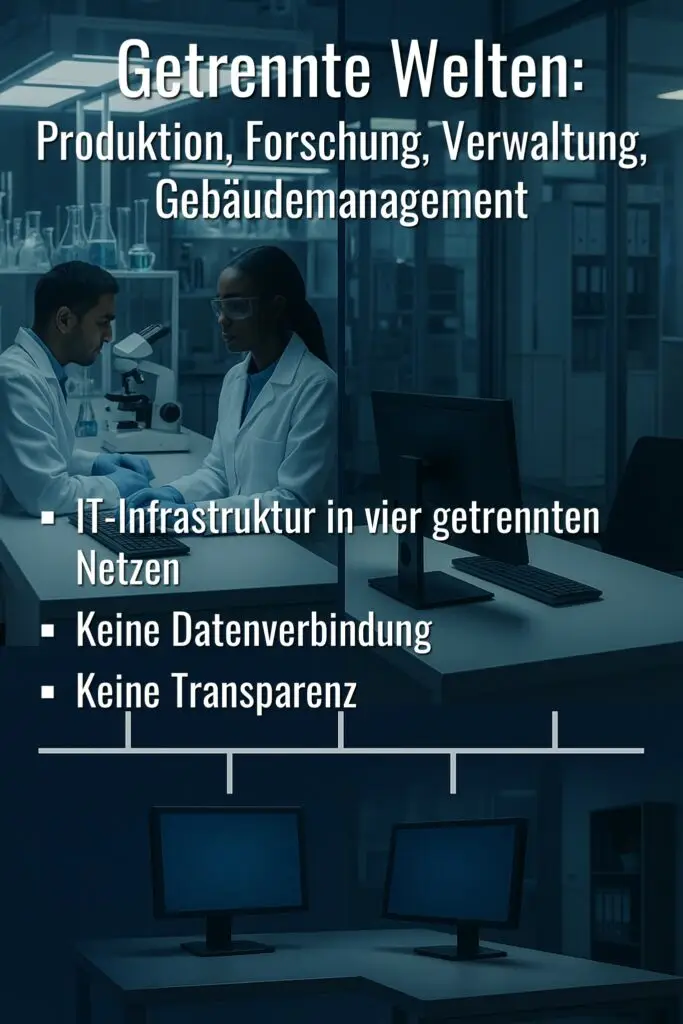
Kopfmonopole und isolierte Netze
Wissen war im Unternehmen stark fragmentiert. Viele Mitarbeiter besaßen „Kopfmonopole“ – ihr Wissen war nicht dokumentiert und / oder nur ihnen zugänglich. Die IT-Infrastruktur war in hermetisch getrennte Netze für Produktion, Facility-Management, Forschung und Entwicklung sowie Verwaltung aufgeteilt.
Die Folge: Ein Austausch von Daten zwischen den Bereichen war kaum möglich.
Fehlende zentrale Datenhaltung und Realzeit-Analyse-Tools
Das Unternehmen verfügte über keine zentrale Plattform zur Speicherung, Verwaltung und Analyse der Daten. Es fehlte an Software, die unstrukturierte Daten systematisch aufbereiten und nutzbar machen konnte.
Die Folge: Eine Echtzeitanalyse von Produktionsdaten aus den Bioreaktoren war nicht möglich.
Die Lösung: Von der Datensammlung zur datengesteuerten Produktion
Um aus dem Datenchaos eine Ressource zu machen, waren radikale Veränderungen notwendig. Die Lösungsansätze lassen sich in drei zentrale Maßnahmen zusammenfassen.
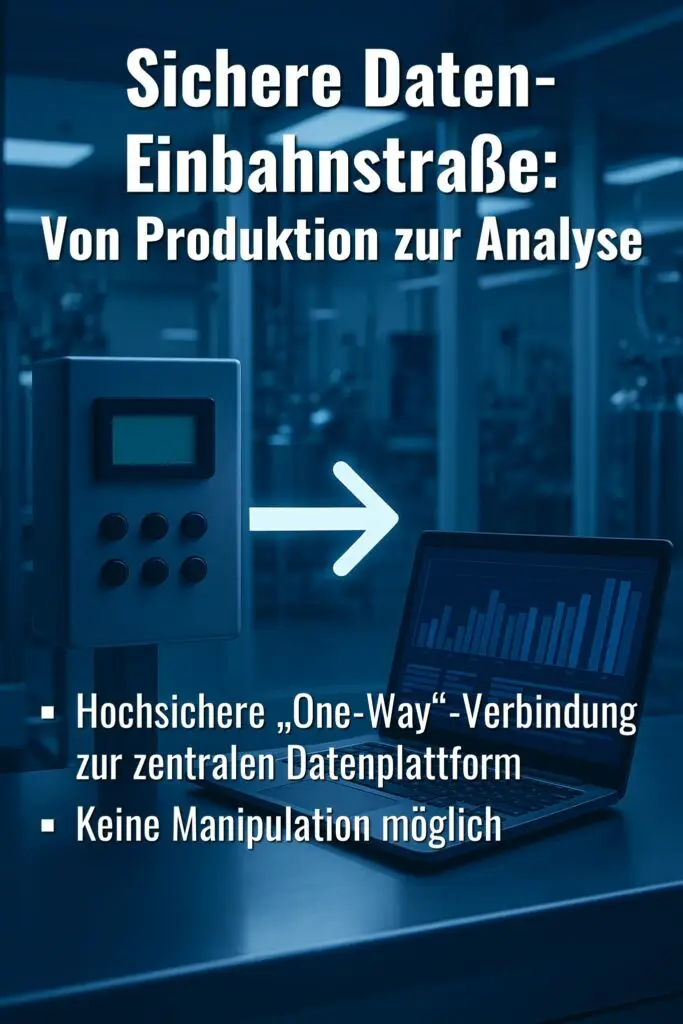
Die Data-Bridge: Sichere Verbindung von Silos
Die erste Herausforderung bestand darin, die getrennten Datenwelten zu verbinden – ohne die regulatorischen Vorgaben zu verletzen. Die Lösung war eine hochsichere „Einbahnstraße“: Eine Data-Bridge, die Daten aus Produktion, Forschung, Facility-Management und Verwaltung in eine zentrale Verwaltung transferierte. Diese Brücke war so konzipiert, dass sie die Integrität und Sicherheit der Daten garantierte und gleichzeitig die regulatorischen Anforderungen erfüllte.
Technische Umsetzung:
Die Data-Bridge basierte auf einem speziell entwickelten Protokoll, das nur eine Richtung zuließ: von den Produktionsnetzen in die Verwaltung. Rückkanäle waren ausgeschlossen, um Manipulationen zu verhindern. Die Daten wurden vor dem Transfer verschlüsselt und nach der Übertragung auf ihre Integrität geprüft. So konnte sichergestellt werden, dass keine unerwünschten Änderungen vorgenommen wurden und die regulatorischen Vorgaben eingehalten wurden.
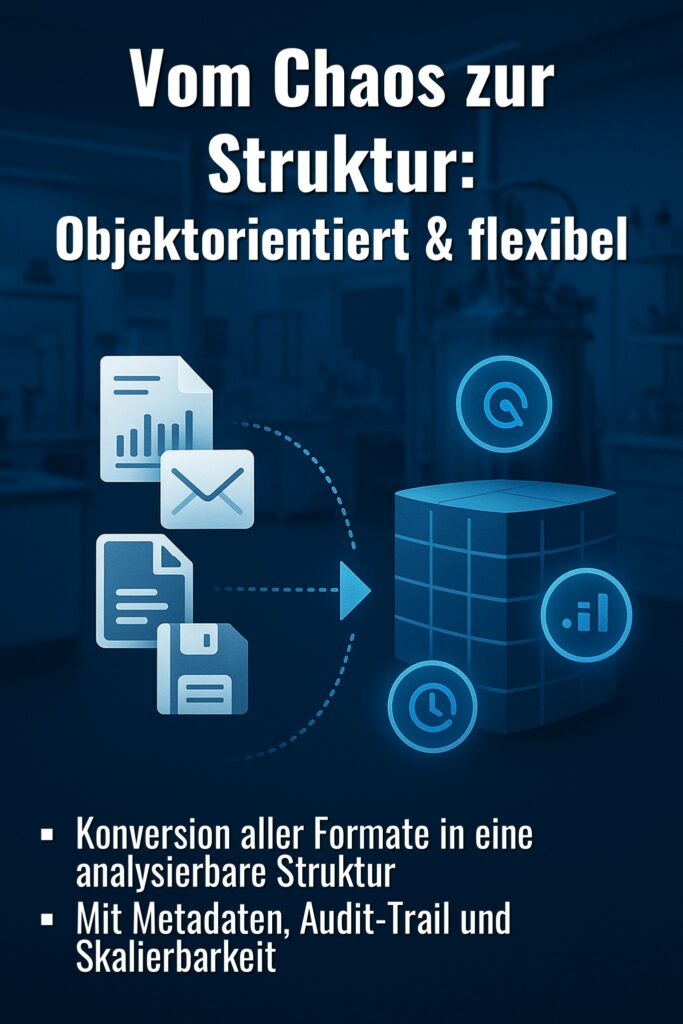
Die objektorientierte Datenbank: Integration und Konversion
Im nächsten Schritt wurden alle Daten – unabhängig von Format und Struktur – in eine objektorientierte Datenbank überführt. Diese Datenbank war in der Lage, unterschiedliche Datenstrukturen zu übernehmen, zu konvertieren und für Analysen bereitzustellen.
Vorteile der objektorientierten Datenbank:
- Flexibilität: Die Datenbank konnte unterschiedliche Datenmodelle abbilden und anpassen, ohne dass die historischen Daten verloren gingen.
- Skalierbarkeit: Auch große Datenmengen konnten effizient verarbeitet und analysiert werden.
- Interoperabilität: Die Datenbank ermöglichte den Austausch von Daten mit anderen Systemen, etwa für Reporting oder regulatorische Zwecke.
Datenkonversion:
Die Konversion der unstrukturierten Daten war eine der größten Herausforderungen. Hier kamen spezielle Tools zum Einsatz, die Texte, Tabellen und PDFs automatisch analysierten, strukturierten und in die Datenbank überführten. Dabei wurden Metadaten wie Erstellungsdatum, Autor und Kontext mitgespeichert, um die Nachvollziehbarkeit zu gewährleisten.
Realzeit-Datenanalyse: Prozessoptimierung in Echtzeit
Mit der Integration aller Daten war es möglich, eine Echtzeit-Datenanalyse aufzubauen. Diese Analyseplattform überwachte kontinuierlich alle Produktionsschritte – von der Kultivierung in den Bioreaktoren über die Aufreinigung (Upscale, Downscale, Filtration, Inaktivierung, Polishing) bis zur finalen Gewinnung der Drug Substance.
Technische Details:
- Datenvisualisierung: Die Plattform bot intuitive Dashboards, die den aktuellen Status aller Produktionsprozesse in Echtzeit anzeigten.
- Alarmfunktionen: Bei Abweichungen von den Sollwerten wurden automatisch Alarme ausgelöst, sodass sofort eingegriffen werden konnte.
- Historische Analysen: Die Plattform ermöglichte den Abgleich aktueller mit historischen Daten, um Trends und Muster zu erkennen.
Erkenntnisse: Daten als Schlüssel zur Prozessoptimierung
Die systematische Nutzung der Daten führte zu überraschenden Erkenntnissen, die das Unternehmen nachhaltig veränderten.
Jahreszeitbedingte Produktionsabweichungen
Die Analyse zeigte, dass die Qualität und Quantität der produzierten Wirkstoffe jahreszeitlichen Schwankungen unterliegen. Diese Schwankungen waren bisher unbemerkt geblieben, da sie in den unstrukturierten Daten verborgen waren. Durch die kontinuierliche Überwachung konnten diese Muster identifiziert und gezielt adressiert werden.
Permanenter Überblick über alle Produktionsprozesse
Die Echtzeitanalyse ermöglichte einen permanent aktuellen Überblick über alle Produktionsprozesse in allen Bioreaktoren und den nachgeschalteten Stufen. So konnten Probleme frühzeitig erkannt und behoben werden, bevor sie zu Qualitätsproblemen oder Produktionsausfällen führten.
Einfluss von Wetter und Umgebungsbedingungen
Die Datenanalyse offenbarte, dass externe Faktoren wie Temperatur und Wetter einen signifikanten Einfluss auf die Produktion haben können. Diese Erkenntnis war der Ausgangspunkt für die Entwicklung von Vorhersagealgorithmen, die die Produktionsplanung und -steuerung maßgeblich veränderten.
Ergebnisse: Von der Prognose zur Kostensenkung
Die konsequente Nutzung der Daten hatte messbare Auswirkungen auf die Produktion und die Unternehmensperformance.
Entwicklung von Prognosealgorithmen
Es wurden Algorithmen entwickelt, die den Einfluss von Wetter und Umgebungsbedingungen auf die Produktion vorhersagen konnten. Diese Algorithmen nutzten historische und aktuelle Daten, um die zu erwartende Qualität und Quantität der Drug Substance in Echtzeit zu prognostizieren – ohne Verzögerung.
Beispiel:
Ein Algorithmus analysierte die Produktionsdaten der letzten fünf Jahre und korrelierte sie mit Wetterdaten. Dabei zeigte sich, dass bestimmte Wetterlagen (z.B. hohe Luftfeuchtigkeit im Sommer) zu einer erhöhten Variabilität in der Produktion führten. Der Algorithmus konnte diese Zusammenhänge erkennen und in die Prognose einbeziehen.
Reduktion der Abweichungen
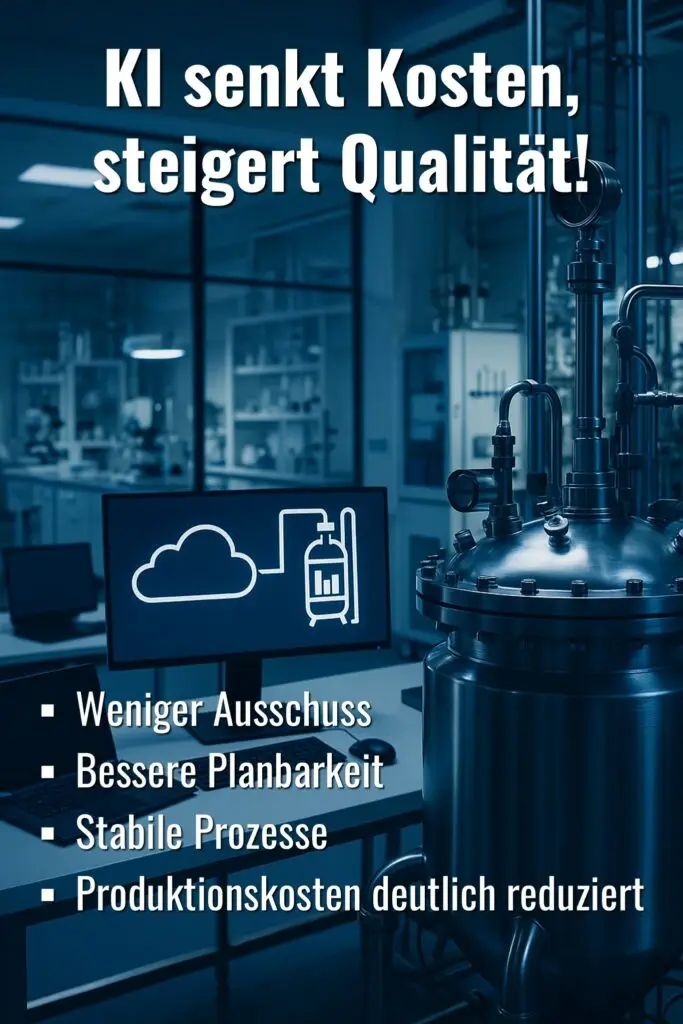
Durch die frühzeitige Erkennung von Einflussfaktoren, die zu Abweichungen können, und die gezielte Steuerung der Produktionsprozesse konnten die Schwankungen in Qualität und Quantität deutlich reduziert werden. Die Produktion wurde stabiler und vorhersehbarer.
Kostensenkung
Die Optimierung der Prozesse und die Reduktion von Abweichungen führten zu einer signifikanten Senkung der Produktionskosten. Ressourcen wurden effizienter eingesetzt, Ausschuss und „Nacharbeit“ reduziert.
Transparenz und Compliance
Die zentrale Datenhaltung und die Echtzeitanalyse verbesserten die Transparenz und die Einhaltung regulatorischer Vorgaben. Jeder Produktionsschritt war nachvollziehbar und dokumentiert, was die Compliance mit GMP, EMA- und FDA-Anforderungen deutlich erleichterte.
Ausblick: Die digitale Transformation in der Pharmabranche
Die Erfahrungen aus diesem Projekt zeigen, wie wichtig Datenmanagement und digitale Technologien für die Pharmabranche sind. Die digitale Transformation ist kein Selbstzweck, sondern eine Notwendigkeit, um wettbewerbsfähig zu bleiben und innovative Medikamente effizient zu entwickeln.
Schlüsseltechnologien und Trends
Künstliche Intelligenz (KI) und maschinelles Lernen:
KI ermöglicht die Analyse großer Datenmengen, die Identifikation von Mustern und die Vorhersage von Produktionsergebnissen. So können Prozesse optimiert, Fehler frühzeitig erkannt und Ressourcen effizient eingesetzt werden.
Internet der Dinge (IoT):
Sensoren in Bioreaktoren und Produktionsanlagen liefern kontinuierlich Daten, die für die Überwachung und Steuerung der Prozesse genutzt werden können. IoT-gestützte Lösungen verbessern die Qualitätssicherung und die Effizienz der Produktion.
Blockchain:
Die Blockchain-Technologie sorgt für Transparenz und Sicherheit in der Lieferkette. Jeder Schritt – von der Herstellung bis zur Auslieferung – kann nachvollzogen werden, was Fälschungen und Qualitätsprobleme verhindert.
Cloud Computing und Big Data:
Cloud-basierte Plattformen ermöglichen die zentrale Speicherung, Verarbeitung und Analyse von Daten. Big-Data-Analysen liefern wertvolle Erkenntnisse für Forschung, Entwicklung und Produktion.
Herausforderungen und Handlungsempfehlungen
Datenintegration:
Die größte Herausforderung besteht darin, Daten aus unterschiedlichen Quellen und Formaten zu integrieren und nutzbar zu machen. Eine zentrale Datenhaltung und standardisierte Schnittstellen sind entscheidend.
Regulatorische Anforderungen:
Die Einhaltung von GMP, EMA- und FDA-Vorgaben ist unerlässlich. Digitale Lösungen müssen so konzipiert werden, dass sie die regulatorischen Anforderungen erfüllen und die Integrität der Daten garantieren.
Kulturwandel:
Die digitale Transformation erfordert einen Kulturwandel im Unternehmen. Mitarbeiter müssen bereit sein, neue Technologien zu nutzen und Wissen zu teilen. Kopfmonopole und isolierte Arbeitsweisen müssen überwunden werden.
Fachkräftemangel:
Die Einführung digitaler Technologien erfordert qualifizierte Mitarbeiter. Unternehmen müssen in Weiterbildung und neue Berufsbilder investieren.
Praxisbeispiel: Ein Tag in der datengesteuerten Produktion
Um die Vorteile der datengesteuerten Produktion zu verdeutlichen, folgt ein exemplarischer Tagesablauf:
Früh am Morgen:
Die Produktionsleitung startet den Tag mit einem Blick auf das zentrale Dashboard. Dort sehen sie den aktuellen Status aller Bioreaktoren, die laufenden Prozesse und eventuelle Abweichungen. Ein Alarm zeigt an, dass in einem Bioreaktor die Temperatur leicht über dem Sollwert liegt. Das Team greift sofort ein und passt die Einstellungen an.
Während des Tages:
Die Echtzeitanalyse überwacht kontinuierlich alle Produktionsschritte. Die Algorithmen prognostizieren, dass aufgrund der aktuellen Wetterlage die Ausbeute in einem bestimmten Prozessschritt leicht sinken könnte. Die Produktionsplanung wird entsprechend angepasst.
Am Abend:
Die Tagesdaten werden automatisch in die zentrale Datenbank überführt und mit historischen Daten abgeglichen. Die Auswertung zeigt, dass die Produktion stabil und effizient verlaufen ist. Die Compliance-Dokumentation ist vollständig und steht für Audits zur Verfügung.
Die Zukunft: Daten als Treiber der Innovation
Die digitale Transformation in der Pharmabranche ist kein kurzfristiger Trend, sondern eine grundlegende Veränderung, die alle Bereiche des Unternehmens betrifft. Daten sind der Schlüssel, um Prozesse zu optimieren, Kosten zu senken und innovative Medikamente zu entwickeln. Unternehmen, die ihre Daten systematisch nutzen und in digitale Technologien investieren, werden langfristig wettbewerbsfähig bleiben und die Zukunft der Medizin mitgestalten.
Technische Standards und regulatorische Anforderungen
GMP, EMA und FDA: Was bedeutet das für die Datenintegration?
Die pharmazeutische Industrie unterliegt strengen regulatorischen Anforderungen. Die Good Manufacturing Practice (GMP) legt fest, wie Produktionsprozesse dokumentiert und überwacht werden müssen. Die European Medical Agency (EMA) und die amerikanische Food and Drug Administration (FDA) fordern zusätzlich, dass alle Daten manipulationssicher und nachvollziehbar gespeichert werden.
Herausforderungen bei der Datenintegration:
- Audit-Trail: Jede Änderung an einem Datensatz muss protokolliert werden.
- Datenintegrität: Die Daten müssen vor unbefugten Änderungen geschützt werden.
- Nachvollziehbarkeit: Jeder Produktionsschritt muss dokumentiert und rekonstruierbar sein.
Lösungsansätze:
- Verschlüsselung und digitale Signaturen: Daten werden verschlüsselt übertragen und mit digitalen Signaturen versehen, um ihre Integrität zu gewährleisten.
- Zentrale Datenhaltung: Eine zentrale Datenbank mit strengen Zugriffsrechten und Protokollierung aller Änderungen.
- Automatisierte Backups: Regelmäßige, automatisierte Backups sichern die Daten vor Verlust oder Manipulation.
Technische Standards für die Datenintegration
Schnittstellen und Protokolle:
- REST-APIs: Für den Austausch von Daten zwischen verschiedenen Systemen.
- MQTT und OPC UA: Für die Kommunikation mit Sensoren und Steuerungssystemen in der Produktion.
- ETL-Prozesse (Extract, Transform, Load): Für die Überführung von Daten aus unterschiedlichen Quellen in die zentrale Datenbank.
Datenmodellierung:
- Objektorientierte Datenbanken: Ermöglichen die flexible Abbildung komplexer Datenstrukturen.
- Semantische Datenmodelle: Erleichtern die Integration und Interpretation von Daten aus unterschiedlichen Quellen.
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Change Management: Mitarbeiter mitnehmen
Die digitale Transformation ist nicht nur eine technische, sondern auch eine organisatorische und kulturelle Herausforderung. Mitarbeiter müssen für die neuen Technologien und Prozesse gewonnen werden.
Maßnahmen:
- Schulungen und Workshops: Regelmäßige Schulungen vermitteln den Mitarbeitern die Vorteile und den Umgang mit den neuen Systemen.
- Transparenz und Kommunikation: Offene Kommunikation über Ziele, Fortschritte und Herausforderungen schafft Akzeptanz.
- Partizipation: Mitarbeiter werden aktiv in die Gestaltung der neuen Prozesse einbezogen.
Zukunftsperspektiven: Was kommt nach der Digitalisierung?
Die Digitalisierung ist erst der Anfang. In Zukunft werden weitere Technologien die Pharmabranche verändern:
- Künstliche Intelligenz in der Wirkstoffentwicklung: KI hilft, neue Wirkstoffe schneller zu identifizieren und zu testen.
- Personalized Medicine: Daten ermöglichen es, Medikamente individuell auf den Patienten abzustimmen.
- Predictive Maintenance: Sensoren und Datenanalyse helfen, Maschinenausfälle vorherzusagen und zu vermeiden.
Fazit: Daten als Treiber der Innovation
Die digitale Transformation in der Pharmabranche ist kein kurzfristiger Trend, sondern eine grundlegende Veränderung, die alle Bereiche des Unternehmens betrifft. Daten sind der Schlüssel, um Prozesse zu optimieren, Kosten zu senken und innovative Medikamente zu entwickeln. Unternehmen, die ihre Daten systematisch nutzen und in digitale Technologien investieren, werden langfristig wettbewerbsfähig bleiben und die Zukunft der Medizin mitgestalten31620.
Die Fallstudie zeigt eindrucksvoll, wie aus einem Datenchaos eine datengesteuerte Produktion werden kann. Die Integration, Analyse und Nutzung von Daten ermöglicht es, Produktionsprozesse zu optimieren, Qualität zu sichern und Kosten zu senken. Die digitale Transformation ist kein Selbstzweck, sondern eine Notwendigkeit für die Pharmabranche – heute und in Zukunft.
Persönliche Ergebnisse
Als Interim-Manager, verantwortlich für die Digitalisierung und die Digitale Transformation in diesem Pharmaunternehmen, konnte ich die digitale Transformation des Unternehmens maßgeblich vorantreiben. Meine Erfahrungen habe ich in folgenden Publikationen und Vorträgen weitergegeben:
- Coautor des Buches „Digitale Transformation von Dienstleistungen im Gesundheitswesen VII: Impulse für die Pharmaindustrie“: In meinem Kapitel „From Data to Vial: Der Einfluss vertikaler IT-Integration auf den Erfolg von CDMOs“ zeige ich, wie wichtig die Integration von Unternehmensdaten für die Biopharma-Branche ist und leite daraus Handlungsempfehlungen ab.
- Coautor des Buches „Künstliche Intelligenz im Gesundheitswesen: Entwicklungen, Beispiele und Perspektiven“: In meinem Kapitel „Daten einfach anders denken! Big Data (BD) und künstliche Intelligenz (KI) in der Praxis“ beleuchte ich die Bedeutung von Daten für die Pharmaproduktion und biete kreative Denkansätze für die Umsetzung in Unternehmen.
- Keynotes auf internationalen Kongressen und Hochschuldozent: Ich habe meine Erfahrungen auf zahlreichen internationalen Kongressen und in Vorlesungen an der Hochschule Bremen, am IMD in Lausanne und an der WHU – Otto Beisheim School of Management weitergegeben und freue mich auf weitere Plattformen.
Die Diskussion auf LinkedIn
Die Diskussion auf LinkedIn können Sie unter https://www.linkedin.com/posts/claus-michael-sattler_ohne-daten-f%C3%BChren-hei%C3%9Ft-blind-fliegen-activity-7336266779419140098-c5V_ verfolgen.